
During the teardown of any engine you may break some bolts. This is especially common where the threads are exposed to exhaust products, water from road splash, or coolant.
On our flatheads, we also may want to remove head studs to do machining operations or to replace the studs.
Sometimes we may break a bolt or stud during these operations; or possibly even break one by overtorquing. Just as an auto shop knows to never give a young trainee an air impact wrench, we need to remember to give old Fords, old fools, and old tools more than an hour to take out bolts and studs that are quite at home right where they are.
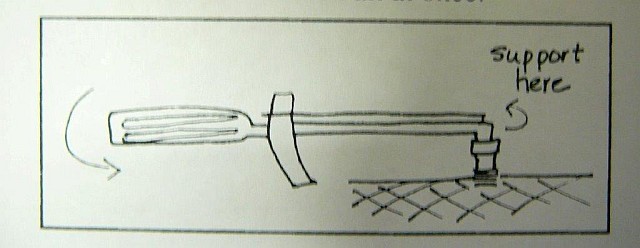
The first line of defense is: don't break the fastener. Use penetrating oil and a hammer and drift. Give it some time with multiple applications of penetrant. Bang on the end of the fastener with the hammer and drift. We try to this twice a day for a week, minimum. One cheap penetrant is diesel #2. 25 gallons in a 55 gallon drum will soak a flathead short block all at once. When you go to take the fasteners out, support the top of the wrench so that all of the force that you apply is twisting and NONE is bending. Most fasteners will break at around 15-20% past their torque value. With head bolts and studs, if you limit removal torque at this step to 75-80 ft-lbs, you may not break any.
The next step you may want to try is to heat the offending fastener and its casting area with a torch. Quench the fastener with paraffin. While the fastener is cooler than the casting surrounding it, try again to take it out. Orient the casting so that the melted paraffin flows down into the threads.
More pounding with hammer and drift sometimes helps here also. Sometimes trying to move the fasteners in the tightening direction will break them loose without breaking them.
Just because it moves does not mean you are home free. It can gall and may have already. Keep it lubed with penetrant and keep trying without overpowering the metal.
If it breaks, what is the best way to remove the broken piece that remains in the casting? Here are some of my ideas, others will have their own, maybe better. I would like to hear about them.
If the fastener broke because the threads are rusted into the casting, don't use any extractor type tool. Even though they are made of very good hardened steel, the cross-sectional area has to be significantly smaller than the area of the fastener you just broke. Therefore, the odds are good that you will also break the extractor.
The broken piece should be machined out by grinding the broken end as flat as possible. Then find the center and punch it. Drill to a size slightly smaller than the tap drill size for the fastener you are dealing with. If you do this in three or four drill size steps, you can correct small errors in centering and/or straightness as you go.
Then you can alternate a starting tap and a plug or bottoming tap to remove what is remaining of the threads. Patience and cutting oil help at this point. Breaking a tap does not help.
There are electrical discharge machines that can cut out broken taps, drills, and extractors. They actuallly cut the harder metal of these tools better than the softer metal of the castings. However, that can be an expensive operation, and some of their coolants are corrosive.
If you do get damaged threads or an oversize hole, there are thread inserts that can be used. Helicoils, Keensert and EZLok are three brands in ascending outside diameter sizes. If these inserts go into coolant, use sealer during installation so that fluid doesn't leak out between the outside diameter of the insert and the casting.
I know I'm repeating myself, but it is better to not break the fastener in the first place. If that doesn't work on corroded threads, then machine it out without breaking hardened metal in the hole. Good Luck!